机床主轴返向卸刀缸设计
萧贵源 吴淑就
来源:东莞市巨冈机械工业有限公司
摘 要:主轴是数控加工中心的核心功能部件,是加工刀具的载体,它的稳定性及寿命直接影响整台数控加工中心的品质。主轴的结构设计直接影响主轴的寿命。介绍一种新型的返向卸刀缸,用于主轴松刀时保护轴承,从而提高主轴寿命。
关键词:主轴 机床 反向卸刀缸
1 、技术背景介绍
主轴是数控加工中心的核心功能部件,主轴的性能直接影响加工中心的加工精度。为保证主轴的平稳运转,需要在主轴轴芯两端安装超精密轴承固定,通常下轴承采用定位预紧,上轴承弹性预紧。主轴加工中经常更换刀具以保证不同的加工需求,主轴松刀过程中会对轴承造成很大的冲击,卸刀缸产生的作用力会直接作用到下轴承上,加快轴承内部变形及磨损,大大降低了轴承的使用寿命。
2、旧卸刀缸结构
以气动卸刀缸结构为例,旧结构如图1所示。为简化说明,此处气缸简化成缸体组件 9 和活塞组件 10 两部分。主轴松、拉刀过程:松刀接头充入高压气体,活塞组件 10 往下运动,推动拉杆 7、拉爪 3 下行后张开,与刀柄 1 分离,完成卸刀;拉刀时,松刀接头断气,拉刀接头充入高压气体,活塞往上运动,在拉杆弹簧 5 作用下,拉杆 7 往上运动,完成拉刀。
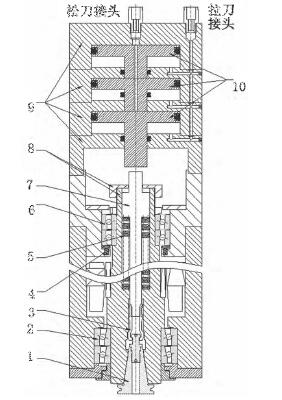
1. 刀柄;2. 下轴承;3. 拉爪;4. 预紧弹簧;5. 拉杆弹簧;6. 上
轴承;7. 拉杆;8. 轴芯;9. 缸体组件;10. 活塞组件
图 1 旧气缸结构
卸刀过程中,拉杆 7 受到的推力直接通过拉杆弹簧 5传递到轴芯 8 上,由于上轴承 6 有预紧弹簧 4 作用,受力时能往下移动,不对对齐造成损坏。而下轴承 2 是定位预紧,传递到轴芯 8 的推力直接作用在轴承 2 上,一般小型刀柄松刀力在 2 ~ 7k N,大的刀柄达到 10k N,如此大的冲击力长期作用,会加剧轴承滚道磨损,严重时甚至产生凹坑,直接导致轴承报废,如图 2 所示。

图 2 轴承内圈冲击凹坑
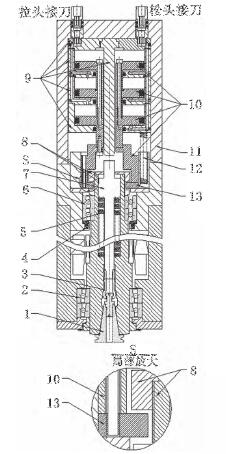
1. 刀柄;2. 下轴承;3. 拉爪;4. 预紧弹簧;5. 拉杆弹簧;6. 上轴承;7. 拉杆;8. 轴芯;9. 缸体组件;10. 活塞组件;11. 缸体外套;12. 缸体止动弹簧;13. 限位块
图 3 返向卸刀气缸
3、返向卸刀缸结构
采用返向卸刀缸的结构如图 3 所示。气缸依旧简化为缸体组件 9 和活塞组件 10 两部分。主轴松、拉刀过程:松刀接头充入高压气体,在缸体止动弹簧 12 的作用下,缸体组件 9 不动,活塞组件 10 往上运动,带动限位块 13 往上运动,定位块 13 与轴芯 8 接触后,活塞组件 10 停止运动,在高压气体不断作用下,缸体组件 9 压缩缸体止动弹簧 12后往下运动,推动拉杆 7 实现卸刀。拉刀时松刀接头断气,拉刀接头充气,运动过程反之。
与旧结构的主要区别在于松刀过程中,活塞组件 10 先往上运动,带动定位块 13 限位轴芯后,通过缸体组件 9 推动拉杆,轴芯 8 受到的作用力直接作用在与活塞组件 9 固连的限位块 13 上,大大减小了对轴承的冲击,有效保护地轴承,提高主轴的寿命。
阅读1286
下一篇:这是最后一篇
上一篇:这是第一篇
写下您的评论吧